





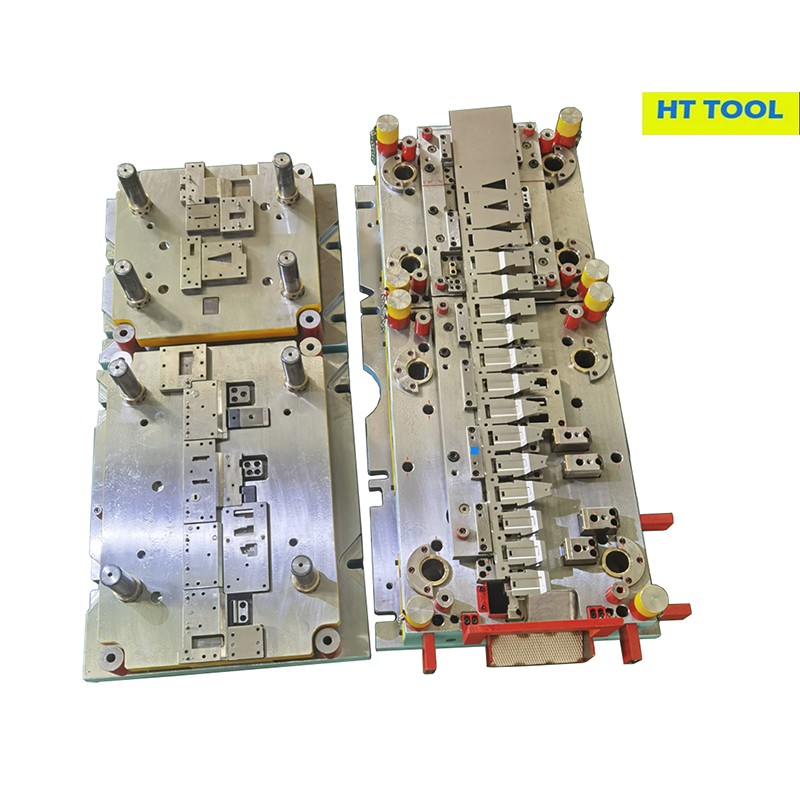
Narzędzie złożone i narzędzie progresywne
Rozmiar produktu: 2500L*700W*550H
Materiał: stal węglowa, stal nierdzewna, płyta aluminiowa, mosiądz, miedź lub blacha ocynkowana itp.
Opis produktów
|
Nazwa produktu |
Narzędzie złożone i narzędzie progresywne |
|
Nr artykułu |
HTSD-004 |
|
Rozmiar produktu |
2500L*700W*550H |
|
Tworzywo |
Stal węglowa, stal nierdzewna, płyta aluminiowa, mosiądz, miedź lub blacha ocynkowana itp. |
|
Grubość materiału |
0.5-8mm lub dostosowane |
|
Obróbka powierzchni |
Cynkowanie, malowanie proszkowe, malowanie, polerowanie, szczotkowanie, chromowanie, anodowanie, piaskowanie itp. |
|
Sprzęt do obróbki |
CNC, EDM, Argie Charmilles, Frezarka, 3DCMM, |
|
Metoda logo |
Grawerowanie laserowe, grawerowanie CNC |
|
Zastosowanie branżowe |
Motoryzacja, sprzęt AGD, elektronika, przemysł lotniczy |
|
Opakowanie |
Pudełko drewniane lub na zamówienie |
|
Obiekt testowy |
Trzy współrzędnościowe maszyny pomiarowe, mikrometr, suwmiarki, skaner 3D |
|
Możliwości produkcyjne |
150 zestawów rocznie |
Wprowadzenie narzędzia złożonego i narzędzia progresywnego:
Złożone matryce do tłoczenia są wykonane za pomocą konstrukcji matrycy złożonej. Matryca ta jest przeznaczona do wykonywania kilku zadań przy każdym skoku prasy i służy do operacji cięcia, takich jak wykrawanie i przebijanie. Ze względu na możliwość szybszego wykonywania zadań niż proste tłoczniki, złożone tłoczniki są bardziej odpowiednie do skomplikowanych lub trudnych prac.
Progresywne tłoczenie narzędziowe jest idealne przy długich seriach produkcyjnych ze względu na wysoką powtarzalność. W tej metodzie tłoczenia metalu używana jest pojedyncza maszyna z wieloma stacjami matryc. Każde stanowisko, na którym wykonywana jest operacja tłoczenia, automatycznie przesuwa metalowy pasek materiału wyjściowego. Gotową część należy następnie odciąć od paska w ostatnim kroku.


Narzędzie złożone i proces narzędzia progresywnego
Narzędzie złożone i narzędzie progresywne oferują opłacalną i wydajną metodę produkcji dużych serii przy użyciu matrycy progresywnej. Matryca zawiera kilka stanowisk tłoczących, które wykonują unikalne operacje formowania podczas podawania paska blachy przez maszynę. Połączenie niezbędnych narzędzi do tłoczenia w jeden zestaw matryc poprawia efektywność projektu tłoczenia.
Następujące elementy są niezbędne dla matrycy progresywnej:
❆Zestaw matryc
❆Przyciski matrycowe (tuleje)
❆Uderzenia
❆Uchwyt dziurkacza
❆Płyta (sekcja)
❆Kołki
❆Usuwanie ślimaków
❆Striptizerka
Narzędzie złożone i narzędzie progresywne może również zawierać takie funkcje, jak podkładki pomocnicze, bloki zatrzymujące, prowadnice lub czujniki. Podstawowym celem tych komponentów jest zapewnienie dokładnego obchodzenia się z materiałem.
Progresywne tłoczenie metali przebiega w następujących krokach:
Matryca progresywna jest umieszczona wewnątrz tłoczącej prasy tłoczącej.
Prasa porusza się w górę, unosząc ze sobą górną matrycę i umożliwiając wprowadzenie metalowego paska do urządzenia.
Kiedy prasa przesuwa się w dół, matryca zamyka się, aby wykonać operację tłoczenia.
Gotowa część jest wypuszczana z matrycy przy każdym pociągnięciu prasy.
Końcowa stacja odcinająca oddziela gotowe części od taśmy transportowej.
Nasze usługi
Analiza CAE:Dokładna analiza CAE pomaga poprawić jakość części i zoptymalizować progresywną matrycę transferową do tłoczenia metalu oraz inne procesy oprzyrządowania do tłoczenia. Jednoczesne prace inżynieryjne, przegląd projektu produktu i zaangażowanie na wczesnym etapie mogą pomóc w skróceniu czasu realizacji projektu. Oto przykład naszej symulacji CAE w zakresie progresywnego tłoczenia metali:
Symulacja CAE

3D symulacja matrycy transferowej

Projektowanie stempli:W dziale konstrukcji narzędzi jesteśmy w stanie zapewnić naszym klientom pełen zakres usług. Inżynierowie korzystają z AUTOFORM, aby zapewnić wykonalność wytłoczek i symulacji (dostępne są badania pęknięć, zmarszczek, odbicia, kompensacji, filmy itp.). Do pełnego projektowania oprzyrządowania 3D/2D nasi projektanci (x9) korzystają z oprogramowania UG.
3D progresywne tłoczenie metaliprojekt

3D matryca transferowaprojekt

Zarządzanie projektami:Do każdego projektu progresywnego tłoczenia metali przydzielimy jednego inżyniera projektu, który będzie zarządzał całą procedurą od koncepcji od samego początku do doskonałego zakończenia. Mamy wspaniały zespół zarządzający projektami, posiadający duże doświadczenie inżynieryjne i dobrą komunikację w języku angielskim. Dzięki temu Twój projekt przebiega sprawnie i pod kontrolą. Będziemy na bieżąco informować klientów o szczegółowych informacjach na temat tego projektu w formie cotygodniowych raportów i aktualizowanych zdjęć. Klient może łatwo zarządzać projektem w tym samym czasie. Wysoki standard obsługi klienta zapewnimy poprzez samodoskonalenie. Wystarczy jeden telefon lub e-mail, a przekonasz się, że jesteśmy gotowi na Ciebie w każdej chwili.

Optymalizacja kosztów produkcji:Ściśle współpracując z klientami, od planowania procesu po projektowanie narzędzi, zawsze poświęcamy wiele zasobów i wysiłków na maksymalizację współczynnika wykorzystania materiału i skoku prasy oraz minimalizację liczby stanowisk narzędziowych, zapewniając jednocześnie stabilność i powtarzalność produkcji.

Produkcja matryc:HT TOOL jest w stanie samodzielnie wykonać progresywne tłoczenie metali, aby spełnić wszystkie potrzeby naszych klientów. Nasz dział inżynieryjny współpracuje z naszym utalentowanym personelem, aby zapewnić jakość Twoich części. Poniższa tabela przedstawia listę naszego sprzętu do obróbki:
|
Nr artykułu |
Sprzęt |
Specyfikacja (mm) |
ILOŚĆ |
|
1 |
Naciśnij maszynę |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Maszyna do karmienia „trzy w jednym”. |
Szerokość 600 mm, grubość 0,5- 4,5 mm |
1 |
|
5 |
Maszyna do karmienia „trzy w jednym”. |
Szerokość 1200mm, grubość 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Szlifierka do powierzchni |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Ręczna szlifierka |
150*400 |
2 |
|
10 |
Wiertarka pionowa |
ф1~32 |
3 |
|
11 |
Wiertarka promieniowa |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Frezarka |
1150*500*500 |
2 |
|
14 |
Normalne maszyny do cięcia drutu |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Szybkie maszyny do cięcia drutu |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stomia EDM |
300*200 |
1 |
|
19 |
Skaner 3D |
650*550 |
1 |
Próba stemplowania:Posiadamy prasę mechaniczną od 200T do 800T

Prasa mechaniczna 200T
Maksymalny rozmiar stołu: 2400*840*550mm

Prasa mechaniczna 400T
Maksymalny rozmiar stołu: 3300*1500*750mm

Prasa mechaniczna 800T
Maksymalny rozmiar stołu: 4200*1800*1200mm
Usługa w jednym miejscu: Jako profesjonalny producent progresywnego tłoczenia metali w chińskim przemyśle narzędziowym, posiadający solidne możliwości i znaczną wydajność, HT Tool and Die oferuje klientom integralne rozwiązanie, projektując i budując narzędzia do formowania na zimno i na gorąco, sprawdzając osprzęt i przyrządy spawalnicze w globalnym przemyśle motoryzacyjnym przemysł.
Porównanie matryc do tłoczenia: proste i złożoneumieraćkontra postępowytłoczenie metalivs. matryce transferowe
|
Funkcja |
Prosta kostka |
Matryca złożona lub matryca kombinowana |
Progresywnytłoczenie metali |
Matryca transferowa |
|
Operacje |
Pojedyncza operacja |
Wiele operacji (pojedynczy skok). Bardzo ograniczone w projektowaniu. |
Wiele operacji (sekwencja). Nieco ograniczone do projektowania. Niektóre złożone operacje rysowania wymagałyby matrycy transferowej |
Wielokrotne operacje (transfer między stacjami). Możliwy jest dowolny proces operacyjny. |
|
Stacje |
Jedna stacja |
Jedna stacja |
Wiele stacji |
Wiele stacji |
|
Złożoność |
Niski |
Niski do średniego |
Wysoka złożoność |
Wysoka złożoność |
|
Testowanie formy i konfiguracja |
Łatwy |
Trudny |
Umiarkowany. Moduły zmniejszają złożoność i zwiększają wydajność konfiguracji. |
Zwykle łatwiejsze niż progresywne, ale wymaga urządzeń do przenoszenia i podnoszenia, które są również skomplikowane w projektowaniu. |
|
Efektywność |
Bardzo niski |
Niski |
Bardzo wysoki |
Wysoki. Wolniejsze niż progresywne, biorąc pod uwagę wymagane operacje transferu. |
|
Koszt |
Niski koszt oprzyrządowania, wysoki koszt jednostkowy części |
Średni koszt oprzyrządowania, średni koszt jednostkowy części |
Wysoki koszt oprzyrządowania, bardzo niski koszt jednostkowy części |
Zwykle wyższe koszty oprzyrządowania i jednostkowe niż w przypadku metody progresywnej |
|
Wielkość produkcji |
Niska głośność |
Średnia do dużej głośność |
Duża objętość (odpowiednia do produkcji masowej) |
Duża objętość (odpowiednia do produkcji masowej) |
|
Stosowność |
Proste części |
Proste części |
Złożone części |
Części większe i/lub wklęsłe, części złożone |
|
Stopień wykorzystania materiału |
Umiarkowane do wysokiego |
Umiarkowane do wysokiego |
Umiarkowany. Zapotrzebowanie na pilotów i przewoźników może zmniejszyć wykorzystanie materiałów. Dobry projekt może znacznie zmniejszyć ilość produkowanego złomu. |
Umiarkowane do wysokiego |
|
Operacja wygaszania |
1 udar |
1 udar |
Ostatnia operacja |
Pierwsza operacja |
Narzędzie złożone i narzędzie progresywne Zastosowanie:

Wysyłka i opakowanie dla narzędzia złożonego i narzędzia progresywnego:

Czas realizacji narzędzia złożonego i narzędzia progresywnego:
|
|
Narzędzie progresywne |
Narzędzie złożone |
||||
|
Czas realizacji |
Małe umiera (Mniejszy lub równy 1 M) Tygodnie |
ŚredniRozmiar ( 2 M-3M ) Tygodnie |
Duży Rozmiar (3M- ) Tygodnie |
Scentrum handloweRozmiar Mniejsza lub równa 2000 mm tygodnie |
MEdium umiera 2000-3000mm tygodnie |
Duży rozmiar Większa lub równa 3000 mm tygodnie |
|
Symulacja |
2 -3,5 tyg |
3.5 -5.5 tyg |
5,5 tyg |
2 -3,5 tyg |
3.5 -5.5 tyg |
6 tyg |
|
Projekt |
||||||
|
Wzór |
|
|
|
0,5 tyg |
0,5 tyg |
1 tydz |
|
Odlew/stal |
0.5 -1 tyg |
1 tydz |
1,5 tyg |
3 tygodnie |
4 tygodnie |
4 tyg |
|
Produkcja |
2.5 -3.5 tyg |
3.5 -5.5 tyg |
7 tyg |
2.5 -4 tyg |
3.5 - 5.5 tyg |
7 tyg |
|
Obróbka cieplna |
||||||
|
Montaż |
3 - 4 tyg |
5 - 10 tyg |
10 tyg |
3 - 4 tyg |
5 - 10 tyg |
10 tyg |
|
Części wycinane laserowo |
||||||
|
Wyłączone części narzędzi |
||||||
|
OK Części |
||||||
|
Spłacać |
||||||
|
Całkowity |
8 -12 tyg |
13 -22 tyg |
24 tyg |
11 -15 tyg |
16.5 -25.5 tyg |
28 tyg |
Często zadawane pytania:
Jakie są różne rodzaje matryc?
✹Różne typy matryc
✹Prosta kostka.
✹Materiał złożony.
✹Progresywna kość.
✹Kość transferowa.
✹Kość kombinowana.
✹Wiele kości.
✹Okrągła, dzielona kostka.
✹Regulowana matryca.
Definicja i proces narzędzia złożonego?
Złożone tłoczenie narzędzi różni się od progresywnego tłoczenia narzędziami wykonywaniem wielu operacji – takich jak cięcie i formowanie – w jednym pociągnięciu. Ta metoda przypomina szefa kuchni wykonującego kilka zadań związanych z krojeniem jednym szybkim ruchem.
Jest to szczególnie skuteczne w przypadku produkcji płaskich części, gdzie należy dodać wiele funkcji jednocześnie. To podejście polegające na pojedynczym skoku zapewnia wysoką precyzję i wyrównanie, dzięki czemu idealnie nadaje się do części o najwyższej dokładności wymiarowej.
Zalety związkuTłoczenie narzędzi?
Podstawową zaletą tłoczenia narzędzi złożonych jest jego precyzja. Ponieważ wiele operacji jest wykonywanych w jednym skoku, ryzyko nieprawidłowego ustawienia procesów jest zminimalizowane, co pozwala uzyskać bardzo dokładne części.
Metoda ta jest również skuteczna przy wytwarzaniu elementów płaskich, gdyż w porównaniu z innymi metodami zmniejsza liczbę potrzebnych uderzeń, przyspieszając w ten sposób produkcję.
Ponadto tłoczenie narzędzi złożonych generuje mniej odpadów, co przyczynia się do oszczędności kosztów i zrównoważenia środowiskowego.
Wady i ograniczenianarzędzia złożonego
Ograniczenia złożonego tłoczenia narzędzi obejmują niższą prędkość produkcji niż progresywne tłoczenie narzędzi, ponieważ jest ono zwykle używane do bardziej szczegółowej i precyzyjnej pracy, a nie do masowej produkcji z dużą szybkością.
Co więcej, istnieją lepsze metody w przypadku skomplikowanych części, które wymagają wielu operacji gięcia lub formowania. Złożoność i głębokość części, które można wyprodukować, są ograniczone, co oznacza, że ta metoda najlepiej nadaje się do prostszych, bardziej płaskich komponentów.
Popularne Tagi: narzędzie złożone i narzędzie progresywne, Chiny producenci narzędzi złożonych i narzędzi progresywnych, dostawcy, fabryka, Miejsce stemplowe meble, Duch o wysokiej precyzji stemplowania, Stampowanie o dużej prędkości, Inne metalowe stemplowanie umiera, Prototypowa matryca, Punting Niting Die
Może ci się spodobać również





Wyślij zapytanie